
5,放下飛機后做地面操作測試正常,前輪轉彎偏離排故排除。
②、然而在航線上時間短,任務重,存在工具設備場地的限制、并且頂升飛機且存在一定危險性,所以下面我們將探討不頂升飛機、不借助定中凸輪如何將前輪調節到中立位。
1、在飛機前輪后方放置鋁板,插上轉彎銷用拖車將飛機前輪推上鋁板中央,拆下轉彎銷通電打壓a泵,此時前輪應擺正,看后方標牌是否對著零刻度。如不在手冊范圍內,則先懷疑鋼索輸入不正確,把旁通活門打到tow位并斷開液壓。此時前輪將保持這個狀態。
2、此時我們脫開方向舵腳蹬輸入桿,在轉彎手輪校裝孔安裝2號校裝銷,在方向舵腳蹬扇形盤校裝孔上安裝1號校裝銷,看加法機構上的4號校裝銷是否能順利對孔。如不能順利對孔,則需對鋼索進行調節直到所有的孔都能自由插入。
3、接下來通電并打a系統電動泵確保方向舵腳蹬定中,此時檢查腳蹬與腳蹬扇形盤之間的連桿看是否發現安裝孔偏離。如果方向舵腳蹬輸入連桿長度不正確,將會對鋼索增加一個偏置的輸入,導致不定中。此時調節腳蹬輸入桿桿長直到連接螺栓可以順利插入,使腳蹬對鋼索的輸出接入鋼索輸入。正確調節連桿長度后重新測量鋼索張力檢查校裝孔,直到符合手冊標準。至此,轉彎手輪到加法機構上的鋼索傳遞路徑正確。
4、取下所有校裝銷,接通A系統電動泵給系統增壓,取下旁通活門的前輪轉彎銷,此時計量活門將會回到其中立位,然后看轉彎角度指示標牌是否對應在0刻度。
5、如不在零度,至此確認加法機構與轉彎計量活門之間的連桿長度不匹配,脫開計量活門輸入桿,調節輸入桿桿長,再插上桿端的螺栓,同時給A系統增壓,在“pressureon”位與“tow”位之間扳動安全釋壓活門,重復這個步驟,直到前起后面的角度指示帶均在0度定中。至此,定中故障排除。
6,在地面操作測試正常,前輪轉彎偏離排故排除。
NG前輪轉彎計量活門輸入桿調節方法
當我們按上述方法正確校裝前輪轉彎鋼索張力之后,驗證為計量活門輸入桿長度不對時,我們需要斷開計量活門輸入桿,并調節輸入桿的長度,在給A系統增壓的同時,在“pressure on”位與“tow”位之間扳動安全釋壓活門,直到前起后面的角度指示帶均在0度定中。也就是說在手輪、腳蹬和計量活門都在中立位時,調節輸入桿長度使得內筒也在中立零刻度位。輸入桿看四號銷孔位是否對齊,也就是當內筒和手輪都在中立位置時看計量活門輸入桿是否被推入或者拉出(計量活門輸入桿在無外力作用的情況下自然保持中立,此時沒有輸出液壓壓力到轉彎作動筒),正常情況下,計量活門輸入桿和可調連桿后端的螺栓安裝孔應該是對齊的,此時將計量活門輸入桿推入時,計量活門輸出使前輪右轉彎;反之拉出則左轉彎。
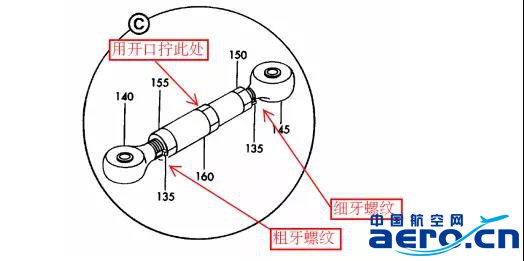
調節通過調輸入桿前面的一個可調的連桿長度來進行,需要打開計量活門前方加法機構保護罩接近,調節連桿的前端是粗牙螺紋,后端細牙螺紋,兩段共同配合可以調出各種所需長度,兩段調節都不是線性連續的,因為單獨調連桿的一邊桿端最小都需要旋轉半圈螺紋,只能半圈半圈的調,而且還需要拆下桿端頭的連接螺桿。
有時難以調出合適的長度,其實我們有個快速調節的方法:不用拆開兩端桿端頭的連接螺桿,僅僅松開兩邊的鎖銷和并緊螺帽,然后用開口擰連桿中間的六角,這時由于兩邊的螺紋螺距不一樣,會使桿的總長度改變:從后往前看順時針轉連桿一圈連桿縮短的長度是粗螺距一圈減細螺距一圈的長度,反之亦然。調節完后注意用保險絲捅下兩端的檢查孔,如果能捅過表示桿端露出螺紋太長可能會影響桿的剛度,需將兩邊的桿端頭螺紋露出部分調至大概相等。
參考資料
1、 B737NG機型培訓手冊前輪轉彎系統
2、 AMM32-51-00前輪轉彎調節測試相關章節
3、 FIM32-51-00-806
4、 關于737-500飛機前輪轉彎系統的常見故障的分析及結論by王東偉
5、 關于前輪轉彎跑偏的故障分析及排除by黃翔
6、 B-5317飛機前輪轉彎偏離排故總結by黃汕
7、 B2933前輪轉彎卡阻的排故過程by徐可
來源:飛機維修磚家




